Reap the Benefits of Modern-Day Powder Metallurgy

This file type includes high-resolution graphics and schematics when applicable.
Given the many materials and processes available today, finding the best combination for an application can significantly affect the cost, time of production, and performance of the product. For example, some powder-metallurgy (PM) processes have been viewed as a solution for simple, high-volume, non-critical applications. But PM is now being considered for new applications, as post processes have increased surface and overall part density. In doing so, they have improved both wear and strength of PM parts. In addition, modern powders are produced in more sophisticated processes that have enhanced finished part density, strength, and other properties (see "Powder-Metallurgy Processes").
Over the years, powder-metallurgy companies have received many awards for complex designs in mass-produced parts in the aerospace, power, medical, and automotive industries to prove the validity of the PM process. This article will look at powder processes and how powder metallurgy works, and offers up considerations to mull when selecting PM for your part.
The Proof is in the Powder
Though powdered-metal processes have been around at least since 3000 BC for iron objects, this article will focus on post-industrial revolutions in powdered metallurgy. By 1922, cemented carbides and impregnated lubricants in ball bearings started changing the machine industry. To produce the quality parts made possible with PM today required improvements in fine uniform particles and metallurgical purity.
Powders as far back as the 1970s may have been as basic as grinding scrap metals into a powder. This produced a powder with varying particle size. Low powder quality often led to parts that were not fully dense. This meant higher porosity, which accelerates wear or causes surface fatigue failure. Engineers continued to use PM despite the problems because it could make shapes that would be difficult or impossible with other processes, and it saved costs due to its minimal waste process. In particular, when it comes to metals that are hard to form and/or mill, or are expensive, PM becomes a viable solution to expand an engineer’s toolbox to new metallurgy and shapes.
Generally, PM is competitive with casting, machining, and forging, and often associated with the aerospace, power, and medical industries. While these industries might be low volume in nature, PM parts have experienced significant growth thanks to the automotive industry, specifically in terms of producing gears and other parts for mass production that began ramping up as early as the 1980s.
Educating engineers to what is possible with PM plays a big role in the market’s growth. Richard Slattery, Vice President, Engineering, Capstan Atlantic says, “In school, you might have part of one class on PM. It seems like a side-thought in the engineering toolbox, but with the advances in powders, design, and binders, engineers need more than just part of one class to see the solutions that PM can provide.”
“Today, metal-powder mixtures and alloys are engineered to optimize the process,” says Jim Adams, vice president of technical services for Metal Powder Industries Federation. “Parts manufactured from sinter-hardening alloys, for example, are furnace-atmosphere quenched, eliminating the need for post-processing heat treatment and warpage that occurs during conventional oil-quenching. Other materials permit soft-magnetic properties due to specific alloying of iron/nickel, iron/silicon, or iron/phosphorus. Powders can be tailor-made to meet the most important property requirements.”
Atomization is one way to make higher-quality powders. By feeding a liquid metal through an opening where it is struck by a liquid or gas—often water—small particles can be formed with minimal impurities. The feedstock will play a large role in the impurities, but according to Copper Development Association Inc., copper and copper alloys are generally over 99% pure. The size of the particle is important, as smaller particles affect compaction and the porosity of finished parts.
Post-processing, such as annealing, can improve powder properties. Normally done in a long continuous furnace, annealing may cause powder to clump together. A simple solution is to mechanically separate or break up the powders; then using different screens, the powder is separated by particle size. For example, Sandvik Materials Technology offers many types of powdered metals with ranges in size from 250 to 38 microns.
For an excellent rundown on the entire PM process, check out the video below:
Metals and alloys are easy to mix as powders. “This makes it possible to customize powders for a customer’s needs,” says Slattery. “When engineers need to hone properties, we can not only produce a wide variety of properties, we offer over 40, but we can customize a powder much more cost-effectively than a smelter.”
With traditional metal production, a 150- to 200-ton batch might be normal. A customer would need a lot of product to ask for a customized batch. The automotive industry can justify large batches, but more regulations on carbon emissions are pushing for lightweighting. Advanced high-strength steels (AHHS) and new alloys offer many options, but often require costly changes to the production line. For example, U.S. Steel invested $500 million to upgrade production to make different types of AHSS. Powders might not be able to handle as much force as some of the AHSS, but the process allows for porosity and complex shapes that can reduce cost, material, and weight.
For the automotive industry, GKN Hoeganaes Corp.’s Ancorsteel 4300 offers a chromium bearing material that improves strength levels compared to traditional steels. Alloys such as this can improve a part’s density to around 7.0 g/cm3 (medium- to high-density applications may have part densities of 6.7 to 7.6 g/cm3). However, it is possible to obtain higher densities of 7.4 g/cm3 and greater with processes like double pressing/double sintering, also called re-pressing.

Re-pressing may not be an economic solution, though. The additional processing and energy might reduce the cost benefits of using a PM part. One-way single press and single sintering is improving with selectively densifying areas of critical importance and leaving the core—or non-critical areas—at a lower density. For gears, the critical area is tooth density.
The porosity-induced lack of density kept PM gears from being adopted for high-strength applications until about 15 years ago. By using multiple post-process techniques that have brought densities close to wrought metals, PM is finding its way into some high-cycle, high-strength applications.
Roll densification uses a pressing force and a secondary compaction tool called the master gear, which is rolled into the sintered part. “Capstan was the first company to experiment with roll densification,” says Slattery. “Rolling densification is used specifically to improve the tooth density on a PM gear. Other processes like heat treatments and double compacting/double sintering can improve overall part density. PM gears see such high cycles that increasing the tooth’s surface density will greatly enhance wear resistance. Some high-cycle applications make coatings and plating ineffective. But single-press, high-density, roll-densification-processed gears are able to compete with properties of 8620 wrought steel.”
Advantages of PM
“Thousands of reliable PM designs now serve industries in a wide range of applications,” says Metal Power Industries’ Adams. “These designs include complex or unique shapes that would be impractical with other metalworking processes. Many designs eliminate or minimize machining and scrap, providing high material-yield ratios, suitable for moderate-to-high volume production requirements. Dimensional tolerances are maintained closely with excellent part-to-part reproducibility. Precise alloying results in excellent performance and reliability in critical applications.”
The porosity of the PM parts allows for alloying, which can increase machinability, improve part density, and present the option of impregnating the materials with lubricants.
In addition, PM has been a lightweighting technology since its inception. Press-and-sinter parts designers have utilized through-holes, produced with core rods during compaction, to reduce part mass and cross-sectional area of the part. This resulted in smaller presses being able to compact larger parts.

Disadvantages of PM
Additional processes and tooling for secondary compaction tools can offset the cost advantage of designing for a PM parts. These processes, while adding energy and cost, are there so that PM can compete with other processes. Another limitation is part size.
“Typical PM parts require 30-45 tsi (tons per square inch) to compact the powder,” says Adams. “This limits the size of a part to about 35-55 in2. The majority of presses typically compact gear faces up to 3 inches. Many sprockets and sensor rings are being produced over 8 inches in diameter. The sintered part properties can be improved by high-temperature sintering, but this again increases cost.”
Designing for Powder
Particle size and compaction of the powder into the mold are important to the finished part’s density. Complex shapes may have small features or cantilevered areas that would be difficult to eject during compaction. However, dry lubricants are added to the powder to increase the part’s ability to be ejected without fracturing. Lubricants also ensure complex shapes fill with powder when compacted.
Design engineers generally need not worry about lubricants, as a powder producer will work with a company to make or select specific powders and processing information based on a part’s needs. If an engineer already using a PM process wants to change the material or provider, he or she should talk to the producer first to make sure the new powder and lubricant will satisfy their application. PM parts generally have a waxy lube—about 0.5 to 1.5% by weight—and if needed, a multiple-stage compaction process to ensure the finished part meets its proper dimensions.
The advantage of PM’s near-net dimensions has led to growing demands for precision machining of PM parts. Keeping parts as near-net-shape as possible reduces scrap, energy costs, and lead times. If your part needs to enter into a post process, ask a metal-powder supplier about introducing high-performance additives to improve processes such as machining.
“The aluminum PM parts market is undergoing a new surge as automotive designers seek lighter-weight parts for new applications,” says Adams. “The use of higher-strength aluminum alloys with metal matrix composites (MMCs) is showing renewed interest to reduce mass and provide improved properties. This focus is currently, a project within the Lightweight Innovations for Tomorrow (LIFT) consortium. This industry-led, government-funded consortium is investigating the development of a cost-effective process for submicron reinforced-aluminum MMCs.”
Most properties of PM parts relate closely to the part’s final density, or amount of porosity. Higher density equates to lower porosity.
“Generally, as density increases, so does yield strength, ultimate tensile strength, Young’s modulus, impact strength, and elongation. Design engineers should understand the part’s environment and property requirements when specifying a material,” says Adams. “In some applications, lower density or higher porosity is preferred, such as for filters or self-lubricating bearings. The interconnected porosity of a self-lubricating bearing acts as oil reservoirs within the bearing, releasing oil while in use as the oil viscosity changes due to heat from friction. As the bearing cools, the oil returns to the reservoirs through capillary action.”
There might be a case where a part made from brittle material, or is heat-treated, generates a high concentration of martensite. Increasing the hardness of a part with high concentrations of martensite would increase the brittleness, thus decreasing the impact strength and ductility. However, the pores can act as stress risers; therefore reducing porosity will produce higher-strength properties in general.

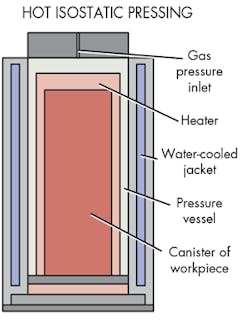
Researchers are continuously developing higher-compressibility powders through alloying. Controlling part density during sintering with time and temperature can expedite sintering while increasing density. Hot isostatic pressing (HIP) can be used to compact metal powders or PM, and metal-injection molding (MIM) can collapse the internal pores to increase density and properties.
Small intricate parts, typically under 225 grams (0.5 lb.) with less than 1 cm (0.5 in.) cross-sectional area, work well in the MIM process. Also, it is the preferred solution for moderate- to high-volume, small intricate parts.
“The medical, electronics, communications, jewelry, and firearms industries have embraced this technology, with many companies serving this sector operating in-house MIM departments,” says Adams. “Properties are excellent, as its density is typically 97% or higher to theoretical density, and can easily be HIP processed to 100% of theoretical density. As the parts chemistry can be slightly altered through alloying, in many cases, properties exceed its wrought material competitors.”

About the Author
Jeff Kerns
Technology Editor
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: