
Here’s a quick overview of different PM processes that can be found at Metal Powder Industries Federation's site, www.mpif.org (select Intro to PM and then processes). For an in-depth discussion of the technology, check out "Reap the Benefits of Modern-Day Power Metallurgy."
Conventional Powder-Metallurgy Process
The powder-metallurgy (PM) process, depicted in the diagram below, involves mixing elemental or alloy powders, compacting the mixture in a die, and then sintering, or heating, the resultant shapes in an atmosphere-controlled furnace to metallurgically bond the particles.
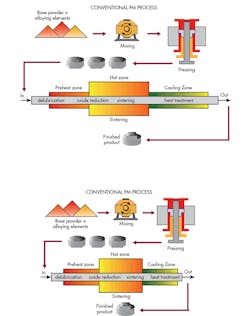
Most powder-metallurgy parts weigh less than 5 lb. (2.27 kg), although parts weighing as much as 35 lb. (15.89 kg) can be fabricated in conventional PM equipment. While many of the early PM parts, such as bushings and bearings, were very simple shapes, today's sophisticated PM process produces components with complex contours and multiple levels, and does so quite economically.
Metal Injection Molding
Metal injection molding (MIM) offers a manufacturing capability for producing complex shapes in large quantities. The process utilizes fine metal powders (typically less than 20 microns) that are custom-formulated with a binder (various thermoplastics, waxes, and other materials) into a feedstock. The feedstock is fed into a cavity (or multiple cavities) of a conventional injection-molding machine. After the "green" component is removed, most of the binder is extracted by thermal or solvent processing, and the rest is removed as the component is sintered (solid-state diffused) in a controlled-atmosphere furnace.
The MIM process is very similar to plastic injection molding and high-pressure die casting, and it can produce many of the same shapes and configuration features. However, it is limited to relatively small (typically less than 250 grams), highly complex parts that otherwise would require extensive finish machining or assembly operations if made by any other metal-forming process.
The advantages of the MIM process lie in its capability to produce mechanical properties nearly equivalent to wrought materials, while being a net-shape process technology with good dimensional tolerance control. Metal-injection-molded parts offer a nearly unlimited shape and geometric-feature capability, with high production rates possible through the use of multi-cavity tooling.
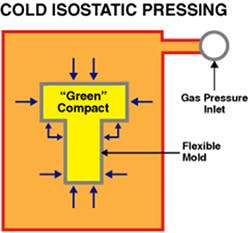
Isostatic pressing is a PM forming process that applies equal pressure in all directions on a powder compact, thus achieving maximum uniformity of density and microstructure without the geometrical limitations of uniaxial pressing.
Isostatic pressing is performed "cold" or "hot." Cold isostatic pressing (CIP) is used to compact green parts at ambient temperatures, while hot isostatic pressing (HIP) fully consolidates parts at elevated temperatures via solid-state diffusion. HIP can also be used to eliminate residual porosity from a sintered PM part.
Metal Additive Manufacturing
Metal additive manufacturing (AM), or 3D printing, has the potential to profoundly change the production, time-to-market, and simplicity of components and assemblies. Unlike conventional or subtractive manufacturing processes (e.g., drilling), which create a part by removing material, additive manufacturing builds a part using a layer-by-layer process directly from a digital model. It does not use molds or dies that add time, waste material, and expense to the manufacturing process. Additive manufacturing has been used as a design and prototyping tool for decades, but the focus of additive manufacturing is now shifting to the direct production of components, such as medical implants, aircraft engine parts, and jewelry.
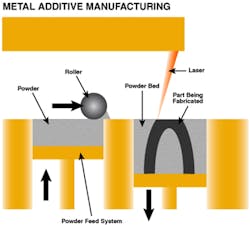
Additive manufacturing is not a single type of technology or process. However, while all additive-manufacturing systems employ a common layer-by-layer approach, they use a wide variety of technologies, materials, and processes.
Additive Manufacturing technologies that use metal powders include:
• Laser sintering (LM/SLS/SLFS)*
• Electron beam melting (EBM)*
• Selective inkjet binding (SIB)*
• Laser powder forming (LPF)
• Fused deposition modeling (FDM)/Extrusion
* Powder bed process

About the Author
Jeff Kerns
Technology Editor
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: