3D Printing Goes Big-Time for Small Production Runs

3D printing is starting to evolve from a prototyping technology into a production technology. It's what’s called a bridge-manufacturing technique, a means of making moderate quantities of parts to go into real working products. Bridge manufacturing lets OEMs bring designs to market faster and modify features to customer demands before finalizing tooling to make the best part iterations in bulk.
Sometimes called pilot or rapid manufacturing, the technique potentially lets OEMs get new versions of products into production without tool changes for every design modification.
This file type includes high resolution graphics and schematics when applicable.
Metal’s Been There, Done That
Some OEMs, particularly those that make sophisticated metal parts for medical designs, have already evolved 3D printing beyond prototyping and bridge manufacturing into a full-scale production practice. Consider Arcam AB in Sweden, which builds electron-beam melting (EBM) printers and supplies cobalt chrome and titanium for the machines to process. Its largest customers are orthopedic-device companies that 3D-print dental, shoulder, and hip replacements in batches of thousands or more.

In fact, the 3D printing of final-run parts has grown exponentially over the last decade, according to Wohlers Associates Inc., Fort Collins, Colo. Last year, 28.3% of the $2.2 billion spent on 3D printing went to making end-use parts, up from 4% only a decade ago. Analysts expect that trend to continue unabated.
Likewise, tooling OEMs increasingly make mold inserts for injection-molding plastic parts with direct metal laser sintering (DMLS) machines from EOS GmbH in Germany. (See July 2014 Machine Design, How To Design 3D-Printed Metal Tooling.) Space Exploration Technologies Corp. (SpaceX), Hawthorne, Calif., also uses DMLS and regenerative cooling to 3D-print engine chambers in Inconel, a superalloy with high strength and toughness. The chambers go in thruster engines that fit into the sidewalls of the Dragon manned spacecraft. A set of eight engines produces up to 120,000 lb of axial thrust and lets astronauts land the craft (via propulsion control) if there’s an emergency during launch.
In the same way, GE Aviation, Lafayette, Ind., now prints fuel nozzles for LEAP jet engines at its Cincinnati facility, with direct metal laser melting (DMLM) directly from CAD files. The parts maintain the same material properties and density as traditionally manufactured pieces, but with far more complex geometries. So, they’re 25% lighter and five times stronger than previous nozzles.

Advances in additive-manufacturing machines and materials to print plastic-composite parts are spurring new uses of bridge manufacturing. It’s a boon to consumer-product and synthetic-component makers, because the forming of plastic parts by traditional injection molding is notoriously expensive and slow.
“The early adopter was the electronics industry,” says Jeff Hanson, director of business development at the contract printer RedEye by Stratasys Inc., Eden Prairie, Minn. “Even now, these companies use additive manufacturing as a bridge to traditional manufacturing processes because many of their end-use parts are made of the same thermoplastics used in fused-deposition modeling (FDM).” Second only to selective-laser sintering (SLS), FDM, under the generic category of fused-filament fabrication or thermoplastic extrusion, lets OEMs launch parts in low volumes.
Also leveraging bridge manufacturing is the medical-device industry, mostly to make device skins for clinical trials and limited market releases. According to Hanson, such manufacturers favor FDM and PolyJet prints of biocompatible materials because they can bring low product volumes to the highly regulated medical market.
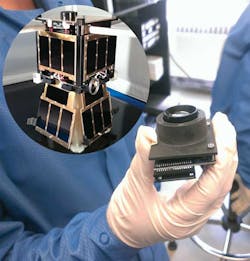
Consumer products could be next. Olloclip LLC, Huntington Beach, Calif., which makes souped-up camera lenses for cellphones, has 3D printing in its plans. “When we finalize a new design, it takes six to eight weeks to produce the tooling for the injection molds,” says founder Patrick O’Neill. “It would be nice to use 3D printing to deliver products in that in-between time, so we can get to market faster.” The company is considering an Objet 500 Connex3 printer from Stratasys, because that machine could print clear lenses and colored bodies all in one shot.
This file type includes high resolution graphics and schematics when applicable.
The Big Plastics Challenge
This file type includes high resolution graphics and schematics when applicable.
Bridge manufacturing for plastic-parts production also eliminates the abrupt transition from design to production. In traditional product development, ideas germinate into sketches and models, which spur prototypes. Then market input and testing prompts design changes.
“But once a product gets the green light, everything comes to a screeching halt, and drawings and models are locked down for production tooling, only to reemerge weeks or months later as a mountain of deliverable product, rushing off to market,” says Gus Breiland, customer service engineering manager at Proto Labs Inc., Maple Plain, Minn.

Nowhere is this transition more pronounced than in plastic molding, where molds can cost tens or hundreds of thousands of dollars and take weeks or months to make. It’s risky for manufacturers to requisition molds before they finalize a product’s details, because even small changes make old molds useless. In the past, manufacturers either took that risk or delayed mold making until the product was perfect. But now use of rapid or quick-turn injection molding is commonplace.
To be sure, rapid injection molding is still far more common for bridge and low-volume manufacturing of plastic parts than 3D printing.
But even Proto Labs, a leader in quick-turn injection-mold making, is putting money down on the future of 3D printing. Its recent acquisition of Fineline, an additive-manufacturing service company based in North Carolina, helps OEMs blur the lines between prototype and production. Fineline makes parts by stereolithography, SLS, and DMLS to (in its words) offer “production without tooling” services for OEMs in medical, aerospace, electronics, consumer products, and industrial machinery. In fact, Proto Labs estimates most of its customers already use additive manufacturing during product development.

“Where production needs outweigh the restrictions of traditional manufacturing, additive manufacturing lets engineers design for manufacturability and satisfy the ‘we need it now’ demands of changing markets,” says Breiland.
So, instead of investing in injection-molding tools, companies can quickly get low part volumes made through additive manufacturing and start selling products while assessing fit and function before going to full-scale production.
Small Product Volumes
A medical-device manufacturer recently had RedEye print a small lot of catheter parts with redesigned thermoplastic sockets and consoles. Why? The likelihood of design modifications was high, and the company only needed small volumes for foreign clinical trials and (after tweaks) functional tests and a limited-market release.

In the same way, materials and racecar-parts maker Cevolini Rapid Prototyping (CRP) Group, Italy, recently designed an electric motorcycle called the Energica Egos (for sale starting in 2015). The e-bike sports myriad 3D-printed parts — including the fairings, cooling ducts, seat, and intake manifold — made by SLS granules of CRP’s carbon-fiber-and-polyamide Windform SP. But once Ego sales ramp up, CRP plans to make the plastic parts by traditional mass production — molding. CRP also plans to swap the current engine frame, forks, and battery pack for ones out of cast aluminum. The benefit of delaying is that CRP can revise the design and resume production in a few days if market reaction to certain features is lukewarm.
This file type includes high resolution graphics and schematics when applicable.
Better Materials and Machines
This file type includes high resolution graphics and schematics when applicable.
Wherever 3D-printed parts go into end-use products, they must be made of lab-tested materials, so they don’t fail under regular use. It’s no wonder, then, that CRP uses bridge manufacturing. The company owns five proprietary 3D-printing material formulations, permutations on the polyamide-based (nylon) Windform product that include aluminum, glass, or carbon fiber to make strong, functional parts. For example, Windform SP has a tensile strength of 76 Mpa and flexural modulus of 4,647 Mpa to replace reinforced composites in some applications.
In fact, most of the parts industrial-grade SLS machines print are out of nylon, partly because new polyamide formulations can now make parts with stiffness that rivals that of molded parts. SLS machines can also print parts out of PEEK, polyetherketone-ketone, and copolyesters released over the last few years to meet stringent design requirements for toughness, strength, and incombustibility.
But RedEye usually recommends FDM for bridge manufacturing jobs, because the technique can build parts of engineering-grade thermoplastics. These withstand extreme temperatures and exposure to some chemicals and replicate the functions of parts made through traditional injection molding. Manufacturers can sand and tumble FDM parts to get good surface finishes. Using FDM also lets engineers pick from polyphenylsulfone, ABS, polycarbonate, amorphous thermoplastic polyetherimides (PEIs), polyester, and other options.
“We’ve even started to work with automotive and aerospace companies on bridge-to-tooling applications as we’ve added stronger materials such as flame-resistant ULTEM PEI,” Hanson says.
Consider how igus inc., East Providence, R.I., known for its power-transmission components made of high-performance plastic, recently began offering spools of iglide I170-PF and I180-PF thermoplastic polymers in filament form. The company is keen to stress that parts 3D-printed from the filament don’t have the high strength of molded iglide parts. Even so, they’re 50 times more resistant to abrasion than conventional printed parts. Oscillating and linear-wear tests against steel show both filaments have the wear rate of about 3 to 6 µm/km, depending on pressure and velocity — for parts that are up to 40 times more durable than ABS parts and 100 times more durable than polycarbonate parts. The spools are on backorder.

It’s not just material makeup that affects printed-parts strength and durability, though. A part’s properties also depend on which directions the material is fused. For example, when laid correctly, carbon-fiber materials eliminate the directional weaknesses of SLS parts and FDM parts.
To this end, a machine from Markforged Inc., Somerville, Mass., prints and strengthens parts by thermoplastic extrusion. In one arrangement, the printer accepts a spool of thermoplastic filament and a spool of carbon-fiber filament. Then when the machine prints a part, it alternates between the two materials and myriad path patterns according to software that pre-calculates the best way to lay down the carbon-fiber material to maximize strength. Such technology already drives small-scale bridge manufacturing.
Soon, sterolithography machines could find use in bridge manufacturing as well. Right now, parts made by the other means have higher strengths and moisture resistance. But photopolymers are evolving and providing options to make parts with all kinds of textures, even to rubber-like consistencies, with an array of conductivity values.
What’s more, sterolithography is becoming faster and could soon address one of 3D printing’s drawbacks — slow printing speed. Researchers at the University of Southern California, Viterbi School of Engineering, Los Angeles, are perfecting ways to speed up 3D printing of heterogeneous objects made of multiple materials. USC Viterbi professor Yong Chen and colleagues have reduced fabrication time from (in some cases) hours to minutes with an improved version of multi-jet modeling, which already makes objects from digital models faster.

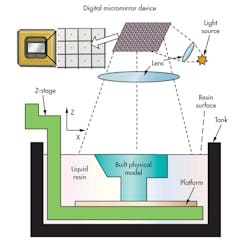
The technique, called mask-image projection-based stereolithography (MIP-SL), takes a digital 3D model and virtually slices it into horizontal planes. Then a computer converts each slice into a 2D mask image. A projector shines the mask image into a pool of photocurable liquid resin and cures it in the current layer’s shape. In fact, the speed of MIP-SL plus the rise of next-generation photopolymer formulations could soon spur new types of bridge manufacturing.
This file type includes high resolution graphics and schematics when applicable.
Printers for Hire
This file type includes high resolution graphics and schematics when applicable.
No matter the additive-manufacturing subtype, bridge manufacturing often gets outsourced. That’s because shared facilities often make the most of general-purpose machinery and dedicated staff for additive manufacturing. That happens at RedEye, Fineline, the National Additive Manufacturing Innovation Institute (NAMII), Youngstown, rapid-prototype and manufacturing company, rp+m LLC of Thogus Inc., Avon Lake, Ohio, and a dozen more commissioned facilities in the U.S. In fact, Hanson says his organization has helped lots of companies use 3D printing for bridge manufacturing. Some plan to go to traditional manufacturing but then decide it’s viable and more cost-effective to continue 3D printing parts in production.
If there’s any doubt that 3D printing is viable for plastic-parts manufacture, consider how OEMs already use it. CRP 3D prints functional intake manifolds for Formula 1 engines with racecar-parts maker Magneti Marelli S.p.A. in Brazil. Made of CRP’s polyamide-fiberglass Windform GF2.0, the fully functional manifolds are airtight, withstand temperatures to 350°F, and boost power and fuel economy. Likewise, the Boeing Co. now 3D prints hundreds of plastic ducts, hinges, and panels for aircraft.
This file type includes high resolution graphics and schematics when applicable.
About the Author
Elisabeth Eitel
Elisabeth Eitel was a Senior Editor at Machine Design magazine until 2014. She has a B.S. in Mechanical Engineering from Fenn College at Cleveland State University.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: