Gear Quality: What it's all about
Engineers and manufacturers often speak of “gear quality.” In the U.S. the term is usually associated with a quality number based on AGMA criteria – this number is by no means a comprehensive indicator of every facet of the gear makeup, but provides a measure of the geometric accuracy of the teeth on a gear. In fact there are numerous characteristics weighing on gear performance, and no single specification number covers them all.
The scope of the AGMA standard
AGMA is not alone; other organizations throughout the world provide gear standards, including the International Standards Organization (ISO) and the Deutches Institute Normale (DIN). The AGMA standard is, however, the standard of choice in the U.S.
This file type includes high resolution graphics and schematics when applicable.
In the ANSI/AGMA 2000 A88 Gear Classification and Inspection Handbook, quality numbers from Q3 to Q15 represent the accuracy of the tooth geometry; the higher the number the smaller the tolerance. The 2000 A88 standard also provides numbers that specify the type of material and the heat treatment method used in gear making. But the standard leaves out associated parameters such as general material quality and the quality of the heat treating process, which factor heavily into a gear’s operation. There are nonetheless other AGMA and international criteria that address issues like these.
The AGMA quality numbers are intended for the classification of unassembled or “loose” gears – supplied separately rather than in an enclosed drive. But since there is no alternative standard for enclosed gearing, manufacturers and users have taken the liberty to use the AGMA quality numbers when describing assembled gear drives as well.
A quick breakdown
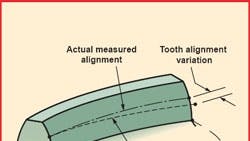
The now-familiar “quality number” tells of the accuracy of tooth shape and placement. The four main parameters accounted for are: Tooth lead or tooth alignment; involute profile variation; pitch or spacing variation; and radial runout. Other parameters are defined but are applied less frequently.
The tooth lead or tooth alignment criterion applies to spur and helical-type gearing, and measures the variation between the specified lead (or helix angle) and the lead of the produced gear.
Involute profile variation is the difference between the specified profile and the measured profile of the tooth.
Pitch variation or spacing variation is the difference between the specified tooth location and the actual tooth location around the circumference of the gear.
Radial runout refers to the disparity in radial position of teeth on a gear – the variation in tooth distances from the center of rotation.Geometry inspections are usually made with modern equipment that measures and records all of the critical variations, and can automatically determine the AGMA gear quality level. This equipment can be accurate to within millionths of an inch and is frequently installed in environmentally controlled rooms. Gears are usually allowed to reach thermal equilibrium with the room before inspection. Most measuring machines have a stylus that follows the tooth form as the part is rotated. The details are charted at high magnification for intensive visual evaluation.
Q-number ramifications
The higher the quality number, the closer the actual geometry to what is specified. Higher geometric accuracy leads to improvements in several areas.
If the gears are “perfect,” the driven gear’s angular velocity will be smooth and steady as long as the driving gear speed is constant. This comes with its rewards.
With a constant angular speed, no acceleration will be imposed on the mass-elastic system of the gears and associated components. Without such acceleration, gear teeth are spared dynamic loads that deal out shock and impact, which further stress the gear teeth and generate noise. (Dynamic loads are not to be confused with the cyclic contact and bending loads gear teeth experience going in and out of mesh.)
Dynamic loads that act on gear teeth are additions to the torque load. As the rotary power train’s polar mass moment of inertia undergoes angular acceleration, the gears experience a dynamic torque component that could theoretically be established as:
T = Ja
Where J is the polar mass moment of inertia and a is the angular acceleration specifically due to tooth geometry errors.
The problem, as noted, is rooted in the fluctuating torque transmission. This itself is caused by the involute tooth profile, tooth-to-tooth spacing variations, elastic deformation of gear teeth under load, and gear rim deflection. Some of these factors are obviously associated with AGMA quality parameters, and therefore a higher quality number means smoother torque throughput and lower noise.
Designing and manufacturing for quality
When designing gears, the shape of the teeth under load and deflection must be considered. Gear teeth bend when transmitting torque, and thus it is the practice of designers to calculate the deflected gear shape and modify the true involute so the teeth will be correct under the operating load. There are other alterations that can be designed into the tooth geometry to minimize things like gear tip and edge loading across the face width.
Some applications use adjustments down to tens of thousandths of an inch. Quality inspections of modified gear forms ensure conformance to the criteria for a given design and application rather than to the theoretically perfect shapes.
As for manufacture, several common processes are used. Often gear teeth are formed on a blank by hobbing or shaping. Sometimes additional machining or finishing processes like shaving or grinding are applied, but often the hobbing or shaping is counted on to create the necessary final quality level.
Surface hardening enables greater torque transmission and longer fatigue life, but can cause difficulties during processing. Surface hardness is generally instilled onto the gear teeth by heat treatment. One of the most common and effective heat-treating methods is carburizing. In this process a heated steel gear is placed in a carburizing medium, containing carbon that diffuses into the surface (to its case depth), enriching the surface beyond the rest of the steel in the gear. It’s then quenched and tempered to approximately HRC 60. This produces high power density gearing, but the rapid quenching, which is the mechanism that develops the hardness in a carburized part, can distort the gear teeth and gear blank. Usually a grinding operation is performed after carburizing and hardening to reinstate the desired geometry. Grinding is a finishing operation, and is often costly, but it can shape with great accuracy and impart a superior surface smoothness.
About the source: William P. Pizzichil Jr. is Engineering Manager of Dodge Gear Products with Rockwell Automation, Greenville, S. C.
