Self-adjusting air cushions let machines run smoother and faster

Authored by: |

A common goal throughout the industrial world is to boost productivity while reducing costs. Increasingly, this means cutting machine cycle times. For pneumatic devices, this often requires running actuators as fast as possible without introducing excessive shock and vibration to products and equipment.
To reduce an actuator‘s impact energy, engineers rely on two common types of integrated cushioning — bumpers and air cushions. Flexible bumpers are generally made of an elastomer incorporated into the piston or end cap. They effectively reduce impact noise; however, they only absorb small amounts of energy, limiting them to slow-speed, small-load, or short-stroke applications.
Operating with higher loads and speeds demands additional cushioning to avoid damaging the cylinder and machine. Engineers generally use air cushions for end-of-stroke damping in these cases.

A new type of air cushion automatically adapts to changing conditions, eliminating the headache of manual adjustments. It offers the potential to increase productivity and reduce maintenance costs.
Cushion basics
Air cushions are variable-orifice air dashpots. As the cylinder cycles, a spud on either side of the piston closes a passage to the main piston chamber. This traps air in the cylinder end cap and bleeds it off through a small port controlled by a needle valve. The cylinder traps a fixed volume of air each cycle. But because air is compressible, the load, velocity, and pressure in the cylinder all affect air-cushion performance.
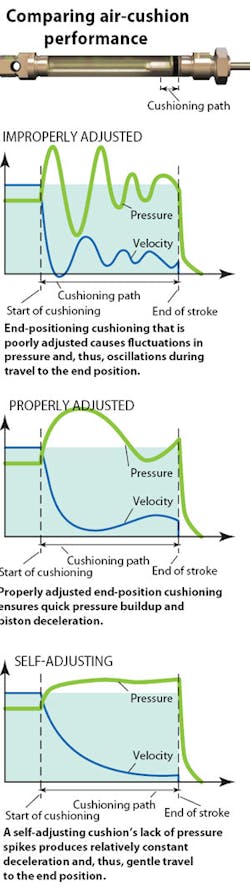
For any given set of conditions, there is generally only a small window of needle-valve adjustments that provide acceptable cushioning. Closing the needle valve too far results in high initial reaction forces, which slow the load too quickly. It can also cause end-of-stroke bounce: the piston oscillates as it decelerates, causing vibration and extending cycle time.
Open the needle valve too far, however, and the trapped air does not generate sufficient back pressure. The load reaches the end of stroke too quickly and the piston hits the end cap. And as mentioned above, once the needle valve is properly set, any change in weight, pressure, or velocity affects cushion reaction and means the valve must be readjusted.
Self-adjusting cushions

The geometry of these notches is critical. Longitudinal slots of varying length are machined into the cushion piston. These precisely shaped air channels provide phased venting of the cushioning air. The design automatically adapts damping characteristics to suit the cylinder’s prevailing load and speed for best end-position cushioning. (See the accompanying sidebar for more details.)
Because exhaust flow from the cushioning chamber changes over the damping stroke, it works with most common speed and mass combinations. Thus, the cushions can handle a wide range of applications.
Benefits
Self-adjusting end-position cushions offer several advantages over other designs. Manually adjusting the end-position damping of linear actuators is time consuming and can only be done effectively once the actuator is installed and operating under load. By then, the automation-equipment supplier is invariably under pressure to complete the task as quickly as possible.
Adjustment also frequently involves two people — one to operate the appropriate pneumatic valve, the other to set the actuator’s damping characteristics. As with all moving parts, access can be potentially hazardous, so safety considerations dictate that only experienced personnel should perform these operations.
And the reality is, different people set the valves differently. That often means actuators are less-than-perfectly adjusted. Underdamping results in higher end-position impacts, more noise, and increased wear; overdamping results in longer machine cycle times.
We estimate that, on average, self-adjusting cushions save users 5 min from each cylinder’s installation and setup time. On a typical machine, such as a package-sorting system with 60 cylinder-driven routing stations, this would save 5 man-hr.
Self-adjusting cushioning is a “fit-and-forget“ feature. Because it has no settings to change, it is tamperproof and offers a long, maintenance-free service life.
Without the need for manual intervention, self-adjusting cushions ensure the proper deceleration every time, even if parameters such as friction and pressure change. It also reduces forces acting on components and workpieces, in turn, reducing wear and vibration. However, while they suit most applications, self-adjusting cushions are not recommended when a cylinder operates at its limits: that is, with extremely heavy loads or at very high or low speeds.
How self-adjusting air cushions work
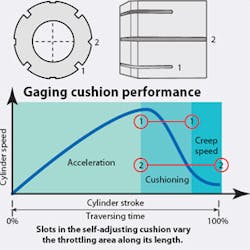
The throttle cross section at the cushion’s leading edge defines the maximum allowable cylinder speed, so it’s made as large as possible. Because cushioning pistons are rather thin, rectangular cross sections are used. They provide ample volume with a small depth.
The throttle cross section at the opposite end defines the minimum allowable speed where cushioning still takes place. This throttle cross section must be as small as possible. V-shape cross sections work best here.
About the Author
Kenneth Korane
Ken Korane holds a B.S. Mechanical Engineering from The Ohio State University. In addition to serving as an editor at Machine Design until August 2015, his prior work experience includes product engineer at Parker Hannifin Corp. and mechanical design engineer at Euclid Inc.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: