In 1992 the National Transportation Safety Board (NTSB) commissioned a report to study the causes of wheel separations from medium and heavy duty trucks. The report showed that on average between 750 and 1050 wheel separations were reported in the United States each year. Remarkably the report went on to conclude that “… the leading causes of wheel separations from medium and heavy duty trucks are improper tightening of wheel fasteners…” This is merely one, poignant example of many, illustrating the importance of getting the fastener tightened properly. In fact, one can make the claim that “properly tightened joints seldom come loose”.
So what does this really mean? Let’s first consider how the bolted joint behaves. Although it is likely counterintuitive to many that a solid 3/4” diameter hardened steel bolt acts like a spring, this is, in fact, the exact behavior we witness when a bolt is tightened. For a bolted joint to perform properly, the bolt must be stretched. As the bolt stretches it draws closer to the nut member thus compressing whatever is between these two components. This stretch in the bolt is referred to as the “Preload” and the resulting compressive forces sandwiching whatever is in-between is known as the “Clamp Load”. The more we can stretch the bolt (i.e. higher the preload) the higher the resulting clamp load. This is important because the higher the clamp load, the better the joint is able to withstand the loads acting on it in-service.
This file type includes high resolution graphics and schematics when applicable.
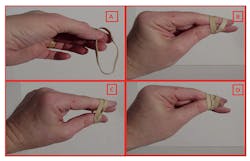
Let’s do an experiment to illustrate this point. If we rustle around in our junk drawer we can probably find a common, everyday heavy duty rubber band which we will use to represent the spring like behavior of the bolt (Figure 1-A). As is illustrated in Figure 1-B, take this rubber band and wrap it twice around your thumb, index, and middle fingers. Once you have it wrapped in this fashion, attempt to separate your fingers as in Figure 1-C and note the resistance. Now place an additional loop around your fingers as in Figure 1-D. Again, attempt to separate your fingers and note the resistance.
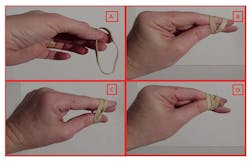
If you have performed the experiment properly, you will have experienced a profound change in the resistance from two wraps of the rubber band to three wraps. With the greater spring compression obtained by stretching the rubber band into three wraps, the resulting resistance to our attempts to separate our fingers was noticeably increased. In the exact same manner, when the preload is increased in a bolt, it will be able to withstand greater service loads that are attempting to separate the joint.
The behavior described here is expected for a joint loaded in tension. However, the same theory applies to joints loaded in shear. In these cases the designer wishes to prevent the clamped material from slipping sideways (perpendicular to the fastener axis) and creating a shearing load on the fastener. By inducing a higher preload the joint is more tightly compressed resulting in greater friction between the items clamped and greater resistance to slipping in service.
Naturally, this behavior is not infinite. There is a point at which every fastener is no longer capable of stretching elastically and begins to permanently (or plastically) stretch, ultimately leading to breaking or failure. The point where this transition occurs is referred to as the Yield Point. Although it is not uncommon to tighten a bolt up to the yield point, it is an operation that must be done with care and control.
This also explains why designers might choose a high strength bolt over a lower strength one. As bolt strength increases the amount the bolt can elastically stretch also increases. However, there are tradeoffs including the fact that as bolt strength increases the materials they are made from exhibit less ductility and so control of the tightening process, especially at values near the yield point become ever more important.
In summary there are several guidelines that should be applied to designing a robust joint:
1. To maintain a robust joint, it is important to maintain a clamp load at values above the service loads experienced by the joint.
2. The bolt should not be tightened beyond a predictable and controllable limit. In most cases one would never exceed the yield stress and, more typically, designs use some fraction of the yield stress.
3. When designing the joint, one must consider the ability to control tightening at both assembly and during maintenance operations. Circling back to the study of truck wheels separating, the vast majority, if not all of the failures attributed to improper tightening, are probably the result of poor maintenance practices that have occurred during servicing of these vehicles.
4. Although preload is the top priority in the bolted joint, there are many factors that influence the ability to achieve or retain the desired preload, such as operating temperatures, harsh and corrosive environments, and whether the joint is a “hard” or “soft” one. When designing the joint all of these factors must be considered and properly factored.
Engineering the proper joint can be a complicated task. In this regard, the fastener is more often than not, misunderstood and not given the respect that it is due. However, it remains true that when designed and installed with intentionality and care, a properly tightened joint will generate the requisite preload and will seldom come loose in the field.
About the Author
Laurence Claus
Laurence is President of NNi Training and Consulting Inc. He holds a BSME from the University of Illinois, is a Certified Six Sigma Black Belt, and has almost 30 years of experience in the fastener industry. Prior to forming NNi Training and Consulting Inc., he was Vice President of Engineering with a prominent automotive fastener manufacturer. He regularly contributes to industry fastener standards activity by currently serving on multiple fastener standards committees, ASME B18, ASTM F16, ISO TC 2, and the SAE Fastener Committee and until recently on the National Aerospace Standards Committee (NASC) as a Technical Advisor. He is very engaged with the Industrial Fasteners Institute and coordinates their in-house training activities.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: