When Flexible Cable Doesn’t Flex for Long


When science-fiction writer Isaac Asimov first penned stories about positronic robots in the 1940s, it’s doubtful he could have foreseen that one of the weak points real robots would have is relatively mundane: the cabling used to connect their moving parts. This wiring can flex millions of times in normal use. The problem is that most cable is not designed for this sort of repeated bending, twisting, and movement. Repeated flexing can eventually cold harden conductors to the point of failure. Similarly, the friction arising between various components of a moving cable can generate enough heat to eventually make the insulation and jacketing fail.
None of these factors would be problematic if there were standards for the amount of flexing that cables used in repetitive-motion applications should be expected to handle. Unfortunately, there are no such standards. Cable manufacturers typically devise their own tests to give some confidence that cables can stand up to flex cycles numbered in the tens of millions.
Moreover, there is no standard way of referring to cable meant to last for millions of flex cycles. Some manufacturers call cables for motion applications high-flex-life cable, but that moniker is not universal. Many cable makers just use their own trade name to denote cable with a long flex life.
There is another point of confusion with regard to cable naming. Users sometimes confuse cables labeled high-flex-life with another type called flexible or high-flex cable. The two categories of cable behave completely differently when flexed numerous times. The latter is designed to be supple and highly flexible or limp. The limp quality arises because the cable uses finely stranded conductors. Trouble is, finely stranded conductors do not necessarily withstand the kind of repeated flexing seen in automated settings.
Further confusing the matter is that both flexible cable and high-flex-life cable may use fine-stranded inner conductors. However, the outer jacket of limp cable often consists of soft PVC or other elastomer. But cables built for a high-flex-life tend to use outer jackets of TPE because it resists abrasion and is more rugged. TPE polyurethanes also tend to have more shape memory than softer jacketing materials. Makers of high flex-life cables say plastics with shape memory typically work better where high-flex-life is important.
All in all, cable makers say the stiffness or limpness of the cable has nothing to do with its flex life. Some high-flex-life designs are relatively stiff, more so than others that don’t last as long. And there is no industry standard for quantifying cable limpness or stiffness.


Cables wear because of two factors, heat from friction and cold hardening of the conductors. There are multiple layers in a cable. These layers typically include an outer jacket, the individual conductors, fillers, and wraps (serves). To keep down the heat from friction, cable makers insulate conductors with a low-friction material, often a polyester elastomer. (Some manufacturers may use a different material but treat it with a lubricant.) Materials used in the other layers are spec’d with an eye toward minimizing friction as well. For example, some manufacturers keep down friction between the outer jacket and the wire bundle by wrapping the conductor bundle with PTFE tape.
Wire cold hardens when stretched beyond its yield point. In cable, cold hardening often arises if a conductor is bent around a too-small radius that forces it to stretch. Repeated stretching beyond the yield point changes the wire’s internal structure, hardening it and eventually causing it to become brittle and break. The acceptable bend radius is proportional to the wire diameter. Thus, the finer the wire gauge, the less prone it will be to cold hardening because it can bend around a smaller radius. Most cable manufacturers recommend a minimum bend radius over which their cables should flex.
Thus, the failure mechanisms associated with numerous flex cycles are well known. But industry standards for cables tend to ignore these mechanical qualities. The primary focus of standards promulgated by bodies such as UL and CSA is fire safety. These cable tests typically don’t consider lengthy repetitive use.
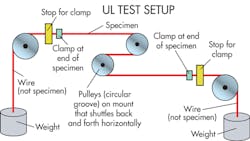
For example, consider UL 1581, a cold-bend test. Here, cable soaked at a cold temperature is bent around a mandrel, only once. The cable then is returned to room temperature and straightened. It passes the test if there are no cracks in any of its insulation layers. Similarly, the UL 1582 test covers the flexing of shielded cords. It runs 15-ft lengths of cable over two pulleys, but it stops after only 15,000 cycles. The 2007 version of the NFPA 79 electrical standard for industrial machinery is the first version of that code to call out motion cables as a special class and provides guidelines for the construction of a motion cable. But it falls short on outlining mechanical performance criteria and which tests to perform.
In the absence of industry standards, cable makers have devised their own tests designed to ensure lifetimes in the millions of cycles. One of the common starting points is to modify cable tests spelled out either by UL or in mil standards. The difficulty is that these standards can only be a starting point because they aren’t specifically concerned with flex life. Thus, the typical approach is to begin with a procedure spelled out in mil specs, in standards by UL, or in those by another regulating body, and then conduct it over millions of cycles.
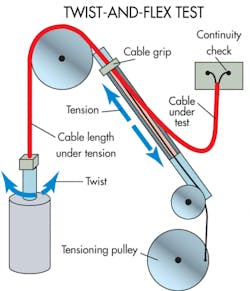
Examples include a rolling flex test. Typical rolling and torsional flex (twist and flex) testing entails pulling the cable over a wheel and twisting it 360°. The portion of cable between the grip and the wheel is the part that undergoes twist. A weight hangs on the cable as it twists. One cycle comprises a 90° twist in each direction. Tests typically run at a rate of about 30 cycles/min.
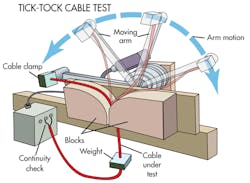
Similarly, the bending flex (tick-tock) test is based on a mil-standard procedure. It keeps one end of the cable stationary while another point in the cable bends around a fixed object. One complete cycle of this test consists of having the cable first flex 90° over a nylon block, then back to neutral, and finally flex backward 90° over another nylon block. A weight hangs on the cable as it flexes. One cycle completes every few seconds.
Finally, cable makers have also adapted standards aimed at ensuring that wiring resists abrasion. The type of abrasion of most interest for motion cable is that which happens when cables move around in cable carriers where they may experience rubbing abrasion, pinching, and twisting. UL typically tests cables for abrasion (as in UL 719) using emery cloth dragged across a sample cable at a specified force for only 5,000 cycles. Cable makers devise similar tests, which, of course, run into the millions of cycles.
Resources:
AutomationDirect
igus inc.
Lapp Group USA
Northwire Inc.
W.L. Gore & Associates Inc.
About the Author
Leland Teschler
Lee Teschler served as Editor-in-Chief of Machine Design until 2014. He holds a B.S. Engineering from the University of Michigan; a B.S. Electrical Engineering from the University of Michigan; and an MBA from Cleveland State University. Prior to joining Penton, Lee worked as a Communications design engineer for the U.S. Government.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: