Three Life-Changing Environments for Bearings

Rolling-element bearings are often put to the test in industries known for harsh and extreme operating conditions, such as steel fabrication and food processing. However, machine builders are raising performance requirements of these bearings in additional applications like semiconductor fabrication, aerospace, and processing equipment for medical devices — typically vacuum and ultraclean environments. In these cases, bearings are expected to operate at high or low temperatures, and perform in highly corrosive environments with exposure to moisture and chemicals. The problem is that these environmental conditions have a major impact on bearing life and can offset calculations on expected life by a staggering 90%.
Bearing life
Bearing life is traditionally calculated as follows. After selecting the appropriate type of bearing for a given application, the next step is to determine the size. Knowing the loads and speeds, or duty cycle, the bearings will experience in the application, the catalog load ratings are used to calculate the basic rating life. This is then compared to the desired design life to determine appropriate sizing.

However, in the case of extreme or harsh environments, the basic rating life is adjusted downward as conditions dictate. In some cases, the life adjustment factor is as low 0.1. This means that, because of environmental conditions, only 10% of the calculated rating life can be assumed.
In these cases, an engineer may have to design custom bearings to help offset the negative impact of the environment or operating condition. The parts of the bearings that can be changed out or custom made include materials for rings and rollers, coatings, seals or retainer materials, and lubricants.
Before changing out the materials or developing special materials, identify and consider the top three life-affecting environments: high temperature, corrosive, and vacuum.
High temperature environments
Custom bearings have been designed for temperatures up to 350°C and beyond. These types of bearings are used in high-temperature environments such as equipment located in or near furnaces or ovens, engine applications, industrial blowers, and conveying equipment used in any thermal process. To design a custom bearing for elevated temperatures consider the material and lubrication.

Miniature bearings and some larger-bore bearings are manufactured from 400 Series stainless steel, such as AISI 440C. This bearing steel may be exposed to temperatures up to approximately 150°C without any significant changes in dimension or loss of hardness. Where sustained temperatures are above 150°C, heat-stabilized material is recommended. When heat stabilized, these alloys can operate at temperatures in excess of 400°C.
Heat-stabilized components (primarily the rings) are subjected to a tempering treatment at a higher temperature corresponding to the service temperature. However, this elevated tempering treatment affects the material hardness and reduces the load-carrying capacity of the bearing.
When calculating bearing life at elevated temperatures, the actual dynamic load capacity can be determined by multiplying the basic dynamic load rating by the temperature factor listed.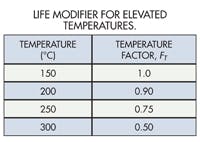
Lubrication: The viscosity of an oil decreases significantly as temperature increases. This directly impacts the load-carrying capacity of the lubricant film. In addition, high temperatures result in accelerated oxidation and carbonization in grease where it can harden. High temperatures can initiate “bleed out,” causing grease to flow away from critical areas. At temperatures above 175°C, certain oils evaporate or flash off, which can lead to ball and raceway surface damage and ultimately bearing failure.
Standard bearing greases and light oils generally have a maximum operating temperature between 120 and 175°C. In addition, they have reduced life expectancy when subjected to constant temperatures near their maximum operating temperatures. High-temperature greases and oils are available that can operate at temperatures in the 225 to 285°C range. These include greases with silicone or PFPE base oils.
As a last resort, solid lubricants or surface coatings can be used. Bearings using solid lubricants generally yield good results provided loads are light (10% of static capacity) and rotational speed is low (150 rpm or less). Solid lubricants are only effective for as long as they adhere to the rolling surfaces.
Coatings can be applied to the cage, or coatings may be impregnated into the cage material. Either way, coated cages help the rolling elements continually transfer lubricant to the key surface areas of the raceways. Examples of coatings for high-temperature applications include: gold, silver, molybdenum disulfide, graphite, polytetraflouroethylene (PTFE), and polyamide.
Corrosive Environments
Bearings can come under attack from exposure to water and moisture, marine climates, and from a variety of chemicals (both gas and liquid). In food-processing plants, bearings are subjected daily to high-pressure washdown with a mixture of water and sanitizing or antibacterial agents. Likewise, submersible pumps in irrigation systems are exposed to water containing both sediment and fertilizer. Conveying equipment in an automated paint line is subject to a variety of different chemicals during the cleaning cycle and, of course, the paint itself. These environments compromise both the bearing and lubricant.
Materials: Rings and components are typically made of stainless steel. AISI 440C, or similar, is the most-common alloy used as it provides moderate protection from corrosion and has properties that benefit fatigue life. Special nitrogen-enhanced martensitic stainless steel is also an option. This material has about five times the corrosion resistance compared to 440C when subjected to salt-spray testing. Additional advantages include a high resistance to blood and other agents, a fine microstructure that provides for lower noise levels, and an enhanced fatigue life.
Other stainless-steel options are AISI 304 and 316. These austenitic steels have superior corrosion resistance compared to the 400 Series. However, due to their low hardness, they have drastically lower load capacity compared to 440C, which has a hardness of Rc 60 after heat treatment.
Precipitation-hardened stainless steel, AISI 630, has an Rc 40 hardness and improves load-carrying capability compared to the 300 Series. However, AISI 630 does not offer the same level of corrosion resistance. When compared to 400 Series martensitic steels, AISI 630 is better suited for highly corrosive environments, but has inferior load capacity.
Rolling elements manufactured from ceramic material should be considered for corrosive environments. There are various grades and types of ceramic material, but silicon nitride is most common.
Bearings consisting of ceramic balls and steel rings are called hybrid bearings. In hybrid bearings, ceramic rolling elements boost durability. The ceramic material is resistant to almost all chemicals so there is no ball or roller degradation from corrosive attack. Also, since the ceramic is a dissimilar material to the steel rings there is no cold welding with wear debris generated from the raceways (or elsewhere). As a result, there is less raceway pitting and degradation. This, in turn, helps maintain the condition and life of the lubricant.
Seals: Certain types of bearings are available with integral seals. The seals protect the critical interior surfaces of the bearing from contaminant ingression. They also prevent lubricant leakage. When using bearings that do not have integral seals, consider external seal options.
Seals are typically a nitrile or Buna-N rubber compound. Teflon seals, which are highly resistant to most chemicals, are available on many types of bearings. Viton seals offer chemical resistance and are more robust than Teflon options.
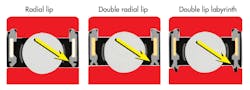
Seal construction and shape can improve the effectiveness of the design. Labyrinth-type seals, where the seal lip sits in a groove machined in the inner ring, improve sealing capability without increasing torque. In addition, double-lip seals offer added protection compared to single-lip designs.
Coatings: Anticorrosion coatings can be applied to bearings manufactured from either chrome or stainless steel to make the surfaces less chemically reactive than the base metal. Surface engineering is highly specialized, so experts recommend consulting with a bearing manufacturer in selecting a coating or treatment. Anticorrosion coatings include TDC (thin dense chrome), cadmium plating, nickel plating, galvanized zinc, titanium nitride and carbide, and passivation (of stainless steel).
Vacuum Environments
Contamination of mission-critical devices is of major concern in spacecraft and satellites. In the vacuum of space, outgassing materials can condense on optical elements such as lenses, solar cells, and navigation sensors. In the semiconductor industry, contamination from outgassing of materials can damage millions of dollars worth of wafers.
Bearing components that are of concern in vacuum environments are the retainer and lubricant. Bearings used in these environments need to be ultraclean. Surfaces must be cleaned with solvents and, in some cases, baked to drive off volatile residues that could potentially outgas.
Lubrication: Proper lubrication is vital for good bearing life. For rolling-element bearings, oil and grease lubricants are the most effective, particularly at and above the critical rotational speed where the load-bearing fluid film forms. In addition to damaging nearby components, outgassing reduces the effectiveness of the oil or grease. Fortunately, lubricant technology has advanced, and low outgassing and low-vapor pressure oils and grease have been developed. These lubricants are typically produced with base oils, such as synthesized hydrocarbon or PFPE. Vapor pressure for these fluids is about 4.7 × 10 to 12 torr at 25°C.
The rate of outgassing increases at higher temperatures because the vapor pressure and rate of chemical reaction increases. Therefore, solid lubricants may be required at higher temperatures within a vacuum environment. Typical solid lubricants for vacuum applications include gold, silver, molybdenum disulfide (MoS2), and polytetraflouroethylene (PTFE).
Retainer materials: Austenitic stainless steel AISI 304 cages can be used in vacuum environments. The cages can also be coated with PTFE to allow for transfer of PTFE to the raceways, and to reduce torque between the rolling element and the cage. When lighter, more rigid higher speed cages are required, snap in or full machined types are made of PTFE, Vespel, or PEEK.
When faced with extreme or harsh environments, special bearings that use a combination of the options discussed above are commonly used to extend bearing life. In all cases, one of the primary objectives is to provide adequate lubrication. Designers and bearing users are advised to consult a bearing applications specialist for assistance with specifying the critical bearing attributes, calculating load capacity and bearing life, and providing a cost-benefit analysis.
About the Author
John Wallace
Vice President of Operations
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: