How PLM Can Improve Supply Chain and Design Synergy and Move Goods Faster

In these challenging times, product value can also be measured, beyond cost and function, by the ability of a manufacturer to quickly make and ship to a customer. With components and labor still not fully able to meet demand in a number of industries, manufacturers need to step up their use of digital automation software tools to achieve what’s now become a critically important synergy between design and production. Improving this synergy will increase agility, reach across domains, and deliver higher performance in creating and making goods more quickly and reliably.
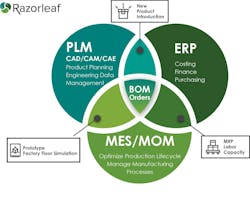
In fact, much of what manufacturers already do is digitalized; it’s just not as centralized and interconnected as it could be. The domains that haven’t been interconnected well enough are recognized by everyone—3D CAD/CAM/CAE—with most of what’s “downstream.” This includes Enterprise Resource Planning (ERP), Manufacturing Execution Systems (MES), Manufacturing Operations Management (MOM) and more. These mostly siloed entities must loop around to offer stakeholders and mission partners visibility and actionability into the whole of the process.
READ MORE: Q&A: Protolabs Rebranded Manufacturing Partner Network Expands Capabilities
Is this possible today? It sure is. Is it easy? It’s certainly a lot easier than coping with missing components, long delays and lost revenue. Platforms like Product Lifecycle Management (PLM), ERP and MES are evolving, yet mature in their capabilities. Interconnecting these software systems successfully is about recognizing the synergy possible by combining their individual capabilities to solve multi-domain problems. Whether you’re a highly integrated manufacturer with design, production and shipping under one roof, or a firm that contracts out its product concepts, effectively leveraging your product data is important and key to realizing excellence, speed and profitability.
PLM and the Digital World
Today, improved and automated data interoperability packages in design, along with more open communication links upstream and downstream, allow for better execution of end-to-end processes for design and supply networks. Traditional supply chain models restrict the flow of information, causing it to be filtered and delayed as it travels to different parties. PLM, in contrast, can play a central role in managing the accuracy, visibility and robustness of information networks that run from design to the manufacturing floor, across multiple trading partners.
Every facet of the product realization process (already being done in silos) can be digitally captured and automated for optimal use. Not only does this create obvious efficiencies between disciplines, but it allows for predictive planning around risk (disruptions); better management and substitution of manufacturing assets (plants, machines, materials and suppliers); and forward optimization of the production process (simulating choices according to manufacturing/purchasing models and features and addressing bottlenecks).
Connecting design (CAD/CAM/CAE) to inventory and materials management (ERP) and then into production planning, analysis and monitoring (MES/MOM) seems imposing. Yet, these systems are in wide use and are often interconnected in ad hoc ways. The current, inelegant approach offers an opportunity for much better integration and improved efficiency.
Roles that PLM can Play
Design configuration and release management. PLM already manages designs and the various product versions needed by the marketplace. These capabilities are just starting points for achieving the manufacturing agility needed to cope with supply disruptions. Following what’s been achieved with Sales Configuration Models for product customization, PLM could similarly take core designs, or modularized product families, and modify them to address supply shortfalls. We saw this to a degree during the pandemic with electronic chips being substituted or reprogrammed to shore up automotive production.
READ MORE: PTC Creo, the Digital Thread and Composites-Based Products
PLM’s potential for integration with other management systems can help address many present and future supply chain questions. For instance: How many alternative parts and qualified suppliers could be organized to step in to fulfill demand? What are the process options for making parts? Can additive manufacturing provide direct-part replacement and flexibility? How about rapid tooling?
Digital automation and centralization make these decisions easier to explore and implement. The combination of PLM, ERP and MES/MOM can help map out crisis response scenarios that allow organizations to bypass market disruptions, if the resources are available. PLM is flexible enough to be implemented in stages where the return on investment is the strongest.
Factory floor simulation—planning and bottleneck reduction. Very few medium-to-large manufacturing companies operate without simulation these days. It’s most often conducted in design but can also extend from how machines are selected and arranged on the factory floor to how products travel through handling and conveyor systems. How might better use of simulation serve to help throughput and reduce supply chain chokepoints?
The performance of handling equipment can be simulated to optimize how a product travels from receipt through assembly and back to shipping again. In an all-digital environment, feedback from simulations like this can also go upstream to inform product design about needed modifications that speed throughput, reduce cycle times and lower overall cost. This feedback can relate to product shape, weight or other factors. When every day and week counts in meeting delivery commitments, simulation can close important gaps.
Not only does factory floor simulation, planning and bottleneck reduction help move product to shipping more efficiently, but the information loop can reach any discipline in the organization tasked with efficiency and continuous improvement. PLM should serve as the digital management hub for all such product and process design and simulation data, enabling adjustments as market conditions, and therefore product requirements, shift.
PLM and Digital Twins—Virtual Twins to Factory Twins to Supply Models
A digital twin is a virtual representation of various engineering embodiments and final manufactured “instances” of a product. These manifestations can include design, simulation, process, quality, factory and field/service examples captured via scans or directly through authoring and test software. What makes integrated digital twins powerful in comparison to digital-but-siloed domains is the ability for whole communities—be they in-house or external partners—to view, understand and contribute to product value.
READ MORE: Manufacturing Software Solutions: Insights on Where the Puck is Going in 2024
PLM, at the center and source of design decisions, can influence everything that follows downstream. It’s the last word in product version control and configuration management. It holds the results, reasons and history of all the decisions made by multi-disciplinary teams (the core of the digital thread).
In a heartbeat, PLM can be used to open lines of collaboration for both problem solving and ongoing improvements. And if your team has that one intractable technical issue or seeks a fresh strategy, then others in the design/supply network might just be able to help—with the right access to your organized product information (in PLM).
PLM is a synergy tool. And more synergy and foresight might be just what we need to move goods faster and to overcome the truly historic challenges in our supply chains occurring right now.
This article was submitted by Jonathan Scott, chief architect, Razorleaf.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: