Internal Thread Strip-Out Tests Yield Surprising Results
Authored by: Jeremy S. Daily, Ph.D., P.E. Edited by Jessica Shapiro Key points Resources |
Specifying internal screw threads isn’t the most thrilling task for engineers. Once the hole diameter and thread type are set, there’s little need to consider the strip-out strength of the internal threads, right? Wrong. Recent tests show there are some nuances to the strength of internal threads.
It’s well known that the external threads of properly fabricated bolts are stronger than the bolt itself. In fact, the first three threads have been shown to take up 81% of the axial force. But internal threads are a different story, especially when internal-thread material is weaker than the bulk material or thread dimensions are incorrect.
Whether threads are cut or formed, fabricating them takes two steps: drilling or boring a tap hole and cutting or forming the threads. The process is generally taken for granted since drill and tap geometries are standardized and repeatable. However, threads larger than 0.5 in. in diameter may be more susceptible to incorrect dimensions because they are fabricated by boring or turning, not with standardized drill bits.
The prevailing wisdom says formed threads are the way to go for strength if the material is soft enough for cold forming. This includes light alloys and steels with tensile strengths up to 174 ksi and hardnesses below 35 to 40 on the Rockwell C scale.
To test this theory, we bored and tapped holes in tube stock, varying thread-forming techniques and diameters, then tested them.
Tap test
We fabricated specimens from tube stock with 1-in. OD and 0.5-in. ID. The tubes were ASTM A513/SAE 1026AK steel — mild plain carbon steel with 0.26% carbon and a maximum of 1% manganese. The “AK” stands for “aluminum killed,” meaning aluminum helped remove oxygen that causes bubbling in the molten steel while ingots formed. AK steels have finer grains and see less work hardening during plastic deformation. The basic material properties were 91-ksi yield strength, 99.7-ksi tensile strength, and 27% elongation before break.
We precision bored 5/8-in.-18 UNF tap holes into the ID of the tube stock to create 1.75-in.-long specimens. Both spiral and plug-type cutting taps were used, in addition to a thread-forming tap. Plug taps have little or no lead-in and are used primarily for tapping blind holes. Spiral taps, on the other hand, have angled lead-in flutes that guide continuous cuttings up and out the back of the hole.
Tap-hole diameters varied from the ANSI B1.1 minimum recommended diameter — 0.5708 in. for a cutting tap and 0.5967 in. for a forming tap for 75% engagement — up to 0.617 in. This represents a diameter increase of 8% for the cutting taps and 3.4% for the forming tap. Forming taps need larger holes because the roots of the tap extrude material inward to form thread crowns.
Before testing thread strip-out strength, 0.25-in. rings were cut from the end of each specimen, and thread profiles were examined in cross section.
To test strip-out strength, we inserted a 0.5-in.-long, grade 8 steel, ANSI 5/8-18 setscrew into each tapped hole and pressed it out with a steel rod while recording the required force. The sample was flipped over and the process was repeated with the undamaged threads on the opposite end.
Strip-out strength
Both formed and cut threads in correctly sized holes held until loads reached 35,000 lb. (See strip-out strength results versus percentage over recommended hole size in the accompanying chart.) Cut threads made with spiral taps and those made with plug taps followed the same strength-versus-oversize trend. However, formed threads displayed markedly higher sensitivities to oversized holes than formed threads.
Formed threads held to their 35,000-lb strip-out strength when holes were 0.602 in. in diameter (0.89% oversized). Increasing hole size another 0.005 in. to 0.607 in. dropped strip-out strength 10% to 31,500 lb. At 0.612 in., strength drops to 22,000 lb, and at 0.619 in., 3.4% oversized, the threads only hold 12,550 lb. That is, 67% of formed-thread strength is lost if the hole is just 0.02 in. too large.
In contrast, cut threads maintained their strength over this same size change (from 0.578 to 0.597 in.). Cut-thread tap holes must be oversized by 5.5% to 0.602 in. before their strength dips below 35,000 lb. Holes oversized by nearly 1/32 in. still retained 72% of the best strip-out strength.
Looking closer
Why were formed threads so much weaker than cut ones for oversized tap holes? Cross sections of the threads revealed the answer: The forming tap couldn’t engage enough material from the hole wall to form thread crowns.
Instead of the intended trapezoidal thread profile, the tap raised thin lips that roll over at the ends. These threads are essentially hollow and easily removed by male threads of an inserting screw.
Alarmingly, these hollow threads can stymie go/no-go thread gages inspectors frequently use to confirm threads are formed correctly. The lips are sturdy enough to prevent inspectors from inserting the gage manually, but are structurally inadequate. While oversizing holes is tempting in that it cuts tooling forces and extends tool life, the resulting threads are simply less substantial than revealed by inspection.
So is it better to start with a slightly undersized hole when using a forming tap? We attempted this with holes that were 0.592 and 0.587 in. in diameter (0.8 and 1.6% undersized, respectively). In both cases the tap broke and samples couldn’t be tested.
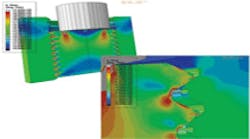
FEA comparison
We also conducted a detailed finite-element analysis (FEA) and compared its results with those of the strip-out experiments. We constructed axisymmetric models of both full-thread and incomplete rolled-thread profiles in Abaqus (Dassault Systèmes’ Simulia, Providence, R.I.). The model used elastoplastic constitutive relations with properties that matched the 1026AK steel used for the samples.
The FEA results agreed closely with those obtained in the strip-out tests.
About the Author
Jessica Shapiro
Jessica serves as Associate Editor - 3 years service, M.S. Mechanical Engineering, Drexel University.
Work experience: Materials engineer, The Boeing Company; Primary editor for mechanical and fastening & joining.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: