Methods to Minimize Gear Backlash
Download this article in .PDF format
Backlash, a clearance between mating gear teeth, is built into speed reducers to let the gears mesh without binding and to provide space for a film of lubricating oil between the teeth. This prevents overheating and tooth damage.
On the other hand, the same clearance causes lost motion between reducer input and output shafts, making it difficult to achieve accurate positioning in equipment such as instruments, machine tools, and robots. For these applications, there are three basic ways to reduce or eliminate backlash: precision gears, modified gears, and special designs that use components other than gears.
Precision gears
Variables such as manufacturing errors, mounting tolerances, and bearing play often increase the amount of backlash in a speed reducer. Precision speed reducers minimize such imperfections by incorporating close-tolerance parts. Typically, they combine hardened precision gears (up to AGMA quality 14), ABEC quality 5 bearings, and machined housings with close tolerances on bearing bores.
Gear makers cut precision gears in small quantities (no mass production) so they can use special machining techniques or matching of parts to minimize dimensional variations. Careful handling and packaging prevents small imperfections, chips, gouges, grit or dirt that also would affect the dimensions.
Precision reducers typically limit backlash to about 2 deg and are used in applications such as instrumentation. Higher precision units that achieve near-zero backlash are used in applications such as robotic systems and machine tool spindles.
Modified designs
Gear designs can be modified in several ways to cut backlash. Some methods adjust the gears to a set tooth clearance during initial assembly. With this approach, backlash eventually increases due to wear, which requires readjustment. Other designs use springs to hold meshing gears at a constant backlash level throughout their service life. They're generally limited to light load applications, though.
Common design methods include short center distance, spring-loaded split gears, plastic fillers, tapered gears, preloaded gear trains, and dual path gear trains.
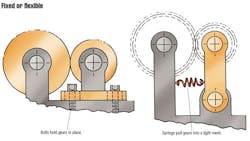
The simplest and most common way to reduce backlash in a pair of gears is to shorten the distance between their centers. This moves the gears into a tighter mesh with low or even zero clearance between teeth. It eliminates the effect of variations in center distance, tooth dimensions, and bearing eccentricities. To shorten the center distance, either adjust the gears to a fixed distance and lock them in place (with bolts) or spring-load one against the other so they stay tightly meshed.
Fixed assemblies are typically used in heavyload applications where reducers must reverse their direction of rotation (bi-directional). Though "fixed," they may still need readjusting during service to compensate for tooth wear. Bevel, spur, helical, and worm gears lend themselves to fixed applications. Spring-loaded assemblies, on the other hand, maintain a constant zero backlash and are generally used for low-torque applications.
Split gearing, another method, consists of two gear halves positioned side-by-side. One half is fixed to a shaft while springs cause the other half to rotate slightly. This increases the effective tooth thickness so that it completely fills the tooth space of the mating gear, thereby eliminating backlash. In another version, an assembler bolts the rotated half to the fixed half after assembly. Split gearing is generally used in light-load, low-speed applications.
In another design, one gear in a mating pair has a piece of elastic material running through the center of the gear teeth. This plastic filler extends slightly beyond the profile of the metal teeth to take up backlash for loads within the capacity of the plastic. Backlash eventually increases due to deformation and wear of the material, however.
Tapered helical and spur gears provide another approach. These gears have teeth cut at a slight angle to provide a tapered tooth form. An assembler adjusts the tooth clearance by moving the gears relative to each other in an axial direction.
One of the more sophisticated ways to control backlash is called gear train preloading. A torsion spring or weight on the last driven gear in a system loads one side of the meshing teeth to eliminate tooth clearance. The spring or weight travel, however, limits the amount of rotation of the last gear. For unlimited rotation, an auxiliary motor can provide the load rather than a spring or weight.
This method is especially useful for gear trains with many stages, where backlash is cumulative. Spring-loaded versions work best in low-torque, uni-directional drives.
A particularly effective solution for miniature spur gear systems consists of dual-path gear trains with identical gears mounted in parallel. The gear trains are wound against each other (rotated in opposite directions) to force mating teeth together. Then a motor shaft with pinion gear is inserted into the gearhead to maintain a preload on the teeth. It acts like a spring load on the gear train even though there is no spring. This method provides zero backlash operation without specially designed gears. However, it doubles the number of gears needed in a system and involves additional assembly time.
Special designs
For applications needing zero or very low backlash, consider special types of speed reducers that transmit motion with components other than traditional gears. Examples include harmonic, cycloidal, epicyclic, and traction drives. These devices cost more and they suit applications where performance outweighs cost concerns. Harmonic drives, also called nutating systems, use elastic deflection of a flexible spline to transmit motion. They can reduce backlash to 1 arc min or less, although 10 to 15 arc min is more common.
Harmonic drives offer ratios of 5:1 to 10,000:1 and sustain peak torque to 500,000 lb-in. Flat harmonic drives are available for limited space applications. Combined with pancake motor and integrated encoder, such drives operate in robotic and automation applications, mainly for integral horsepower drives. Despite these advantages, backlash increases with wear.
Cycloidal drives, and similar ball reducers or rotating ball gears, have no gearing. Instead, they transmit torque through preloaded balls, rollers, or pins from one moving plate to another. These devices provide zero backlash and low noise, but need their preloads retightened in service to stay backlash-free. They operate smoothly, withstand high shock loads and vibration, and have efficiencies up to 95%. Typically they mate with pneumatic or electric actuators.
Epicyclic drives contain an offcenter disk on an input shaft that generates epicyclic motion and turns planetary gears within a stationary internal gear. Some versions have no teeth. These drives offer high stiffness, low inertia, and 0.5 to 5 arc min of backlash.
Traction drives transmit torque through compressively loaded input and output rollers. They are used mostly in large machinery such as elevators, locomotives, and helicopter transmissions.
Stephen J. O'Neil is vice president, advanced research & planning, Micro Mo Electronics Inc., Clearwater, Fla. Illustrations are based on AGMA 917-B97 (Rev. of AGMA 370.01), Design Manual for Parallel Shaft Fine-Pitch Gearing, from the American Gear Manufacturers Association.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: