
This article was updated May 5, 2023. It was originally published Sept. 24, 2009.
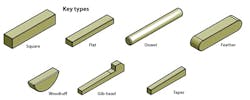
Shaft keys—sometimes called sunk keys—transmit torque between shafts and shaft-mounted components such as gears or pulleys. They come in a wide range of types and styles, including parallel, Woodruff, taper, Gib-head and perpendicular versions. But some, such as the feather key, are all but forgotten. Perhaps engineers trying to create durable, cost-effective designs should consider them.
Parallel Keys
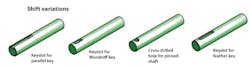
Parallel keys, also called straight keys, include square and rectangular styles. The shafts they are used on usually have a slot running their length to accommodate the keys. Technicians install them by lining up the key slots in the shaft and component being attached to the shaft and pressing in the key.
Square keys, as the name suggests, have square cross-sections. They are normally specified for shafts with 0.25 to 1.0 in. diameters, but versions for shafts up to 6.5 in. diameter are available. Engineers specify them for greater key depths than are possible with rectangular keys.
Rectangular keys, sometimes called flat keys, are general-purpose components for shafts between 1 and 20 in. in diameter. They’re wider than they are tall, letting them transmit more torque without adding slot depth to the shaft or keyway depth to the component. Shafts over 11 in. diameter that use rectangular keys can be milled flat along their length instead of machining a keyslot. The mounted component uses a standard broached keyway.
Parallel keys are inexpensive, readily available and easy to install. Keyslots in shafts can be cut with an end mill or circular saw. After installation, a setscrew or other retainer holds the key in the mounted component. Drives that vibrate or reverse directions often loosen setscrews, which often leads to the parallel key walking itself out of the assembly.
When a key comes loose, it often falls into the machinery and causes damage while the previously secured component spins free. That is why parallel keys are recommended for transmitting unidirectional torques not subject to heavy starting loads and in applications that require the hub be withdrawn periodically or slid.
For shafts too small for traditional shaft keys, slots in the hub hold a dowel or pin inserted through the shaft. In many instances, particularly with couplings, designs cannot accommodate a Gib-head key (see below) because there is not enough room to remove the key from behind. In these cases, it is necessary to withdraw the component over the key, making parallel keys essential. Parallel square and rectangular keys are normally side fitting and are usually held more securely in the shaft than in the hub. They come in a variety of widths and lengths or can be cut to length from key stock.
Woodruff Keys
Semicircular Woodruff keys insert into a curved slot in the shaft. Properly installed, they are captive and cannot walk out of the shaft. During installation, the key gets pressed into a curved slot milled in the shaft and aligned so that its flat top runs parallel to the shaft. Keys not installed parallel will cause problems in use.
Woodruff keys are also relatively short and cannot carry the same load as longer keys. They are used for light-duty applications and mounting taper-bored components onto tapered shaft ends. They’re unsuitable for transmitting high torques, such as with wide-faced gears or multi-groove V-belt pulleys. Mounting two or more Woodruff keys in line to carry higher loads is expensive and makes installation much more difficult.
Woodruff keys are used on shafts from 0.25 to 2.5 in. diameter. They come in a range of sizes but require special key-cutting tools.
Taper and Gib-head Keys
These keys transmit heavy, unidirectional, reversing, and vibrating torques and work well in applications in which the key must be removed periodically. Taper keys come in plain, saddle, and Gib-head styles and work in much the same way.
With these keys, the shaft needs a relatively long keyslot. When installing the keys, component’s keyway and shaft’s keyslot must be aligned and the key is then pressed or hammered tightly into place. Taper keys are usually top fitting, but may also be side fitting.
The taper on these keys is 0.125 in./ft, which is enough to wedge the key against the keyslot and keyway to prevent loosening. But wedge is not foolproof. Keys can come free, especially if the shaft is exposed to vibrations, face wobble, or frequent stop and starts or reversals.
The key’s taper is in the hub member. A well-fitted taper key has no clearance on the top, bottom, or sides; hence engineers may need to apply closer tolerances to taper-keyway depths than those used on parallel-keyway depths. Tapered keys not only act as drivers—they also stop components from moving axially or up and down the shaft.
Saddle keys are concave on one side to fit the shaft more closely; the taper is on the top side. They don’t create a positive drive so they should only be used if there is little power to transmit.
Rectangular-cross-section taper keys are used for general-purpose applications. Their height is less than the width on taper keys and they are used for shafts 0.5 to 6 in. in diameter.
Gib-head keys have a raised head on the large end of the taper that simplifies key removal. (Some plain-taper keys have a cross-drilled hole in the larger end to simplify removal.)
Keyslots or keyways could be so deep they let Gib-head keys slide so far into the slot they contact the face of the component. If this happens, the taper key cannot be trusted to wedge in tightly and failures should be expected.
Perpendicular Pin
Shafts 0.25 in. in diameter or smaller may not be suitable for traditional shaft keys. But drilling a hole through the shaft and inserting a dowel or spring pin may solve the problem.
A vertical slot cut into the end of the component engages the two protruding ends of the pin and transmits torque. The vertical slot must be at least as deep as the pin diameter. Using a spring pin rather than dowel pin, along with a properly toleranced slot in the component, results in near-zero backlash between the shaft and component.
Feather Keys
Feather keys are well known in Europe and elsewhere but not the U.S. They are used for shafts from 0.25 to 2.5 in. in diameter and have the same torque capacity as square and rectangular parallel keys.
The feather key is a parallel key, similar to square and rectangular keys, except both ends are rounded and tolerances on the length are tighter length tolerances. The mating keyslot in the shaft is machined to the same length as the key. This rounded shape holds the key precisely in the shaft and prevents axial movement. The keyway in the mounted component is identical to conventional keyways used for parallel keys, so no changes to mounted components are necessary.
Feather keys have several advantages over traditional keys:
- The radius end of the key “funnels” it into the component’s keyway, simplifying assembly. And feather keys easily insert into shafts. The rounded end helps align the key in the shaft slot.
- Feather keys are totally contained. It doesn’t take a setscrew to hold them in position and they cannot walk out of an assembly.
- An installed feather key cannot move axially. This lets workers laterally adjust the position of mounted components along the shaft.
- Feather keys cannot fall out of the shaft and damage nearby machinery. (Loose keys in working machinery are a major cause of damage, downtime, and injuries.)
- Disassembly and reassembly with a feather key is simple and easy.
- Feather keys are precut to exact lengths. There is no need for cutting, measuring, filing, or fitting.
The only downside is that feather keys are not readily available in the U.S.
The feather key, though a simple mechanical part, can lower the cost of manufacturing and assembly, and possibly reduce warranty callbacks and customer downtime.
Dennis G. Berg was CEO and chief engineer at Rino Mechanical Components Inc. when this article was originally published.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: