What’s the Difference Between Stereolithography and Selective Laser Sintering?

This file type includes high resolution graphics and schematics when applicable.
With the rapid growth of 3D printing, some people may confuse the different types of printing processes. In fact, the misunderstanding is so great that organizations are creating standards to facilitate better communications when talking about additive-manufacturing (AM) processes. We’ll explore the differences between two of these AM processes: stereolithography (SLA) and selective laser sintering (SLS).
First, there’s a difference between ultraviolet (UV) lamp cured and UV laser cured. The lamp-cured processes such as multi-jet and some fused-deposition-modeling (FDM) processes are not SLA, and should not be confused with it.
SLA Process
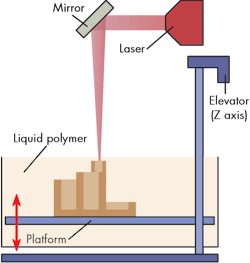
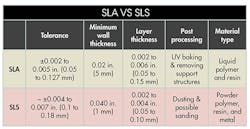
SLA is a photopolymerization process in which a build tray is submerged 0.002 to 0.006 in. (0.05 to 0.15mm) in a basin of liquid photosensitive material. This depth can vary based on laser strength, material, or tolerance desired. A UV laser (not lamp) solidifies one slice of the part onto the build tray. The tray then submerges, another 0.002 to 0.006 in., and the laser solidifies the next slice of the part. The thickness of the layers can affect the quality of print and tolerances. An industry average tolerance is around 3.9 × 10-3in. (0.1 mm). The laser travels the entire path of the part’s cross-section as it builds up each layer, so speed becomes an important consideration.
Commercial SLA printers generally cost a few thousand dollars.
SLS Process
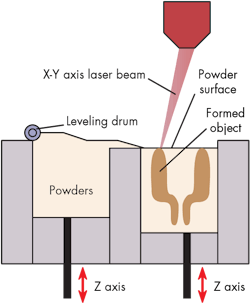
In powder-bed SLS, a layer of powdered material is carefully laid down by a leveler or roller on the build tray. A laser then sinters the cross-section of the part. Subsequently, the tray drops another 0.002 to 0.004 in. (0.05 to 0.10 mm) and the process repeats. Similar to SLA, layer thickness varies based on laser strength, material, or tolerance desired.
A variation of SLS is called the cladding process. One way to clad is via powder jet, whereby a print head sprays powder to form layers as a laser sinters each layer. The powder-jet cladding process may be used to fix broken or damaged parts. Users can even align the grain structure of the new material with that of the existing part, an important consideration for corrosion resistance. Often times, cladded parts require post machining.
Some 3D printer companies offer a three-step process in which one machine clads (puts one material over another), measures, and grids the part to the desired tolerance. These processes often use fiber lasers, rather than CO2 lasers, to lower operating cost and make control simpler.
SLS economical printer can cost anywhere from $12,000 to $33,000.
SLS vs. SLA
One major difference between SLA and SLS revolves around material selection. SLA works with polymers and resins, not metals. SLS works with a few polymers, such as nylon and polystyrene, but can also handle metals like steel, titanium, and others. SLA works with liquids, while SLS uses powders that raise safety concerns. Breathing in fine particulates of nickel, for example, can be harmful. Breathing apparatuses and ventilation should be considered, depending on the type of powder.
SLA liquid photopolymers cost $80 to $100 or more per liter. SLS powders costs between $300 and $600 per kilogram, and can be difficult to even purchase. However, according to some industry observers, the recent surge experienced in the SLS market has made availability more widespread.
This file type includes high resolution graphics and schematics when applicable.
Although both 3D techniques use lasers, they operate at different wavelengths. As mentioned, SLA lasers operate in the UV wavelengths to cure epoxy within a resin. SLS relies on higher-powered lasers to compact and sinter metal powders. Therefore, SLS generally requires high peak energies to physically compress metal powders, while SLA can be used at lower peak powers depending on the photosensitive polymer.
About the Author
Jeff Kerns
Technology Editor
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: